

産品系列(liè)

産品詳情(qing)

PET主要用于(yú)纖維,少量用于(yú)薄膜和工程塑(su)料。PET纖維主要用(yòng)于紡織工業。PET薄(bao)膜主要用于電(diàn)氣絕緣材料,如(rú)🌈電容器、電👣纜絕(jué)緣、印✌️刷電路布(bu)線基材,槽絕緣(yuán)等。PET薄膜的另⁉️一(yi)個應用是片基(ji)和基帶,如電影(yǐng)膠片、X光片、錄音(yīn)磁帶☎️、電子計算(suàn)機磁帶等。PET薄膜(mó)也應用真空渡(dù)鋁制成金屬🈲化(hua)薄膜,如金銀線(xiàn)、微型電💚容器薄(báo)膜等🌐。PET的另一個(gè)用途就是吹塑(sù)制品,用于包裝(zhuāng)的聚👌酯拉伸瓶(píng)。
玻璃纖維增強(qiang)PET适用于電子電(dian)氣和汽車行業(ye),用于各♻️種線圈(quān)骨架、變壓器、電(dian)視機、錄音機零(líng)部件和外殼、汽(qì)🚶♀️車燈🈲座、燈罩、白(bái)熱燈♊座、繼電器(qi)、曬整流器等。
加(jiā)工:
1.注塑級①溫(wen)度設定:射嘴:280~295℃、前(qian)段270~275℃、中鍛265~275℃、後段250-270℃;螺(luo)旋杆轉速50~100rpm、模具(jù)溫度30~85℃、非結晶型(xíng)之模具爲70℃以下(xià)、背壓5-15KG。②試用幹燥(zào)機、料⚽管溫度240~280℃、射(shè)出壓力500~1400Pa、射出成(cheng)型溫度260~280℃、幹燥溫(wen)度120~140℃、須時2~5小時🔞。
2.薄(bao)膜級先将PET樹脂(zhī)切片預幹燥,然(rán)後在擠出機中(zhōng)于♌280℃經T形🔆模擠出(chū)無定型厚片,經(jīng)過冷卻轉鼓或(huò)冷卻液進行驟(zhòu)冷,使其保持無(wú)定形态,以便拉(la)伸定向。厚片再(zài)經拉幅機雙向(xiàng)拉伸,就成PET薄膜(mó)。縱向拉伸就是(shi)将✉️厚片預熱至(zhì)86~87℃,并在此溫度下(xià)沿厚片平面延(yan)伸方向拉伸3倍(bèi)左右,使之取向(xiang)可以提高結晶(jīng)度達到較高溫(wen)度:橫向拉♻️伸預(yu)熱溫度98~100℃,拉伸溫(wēn)度100~120℃拉伸比2.5~4.0,熱💋定(ding)型溫度230~240℃。縱橫向(xiang)拉伸後的薄膜(mo)還需經♋過熱定(ding)型,以清理由拉(lā)伸産生的膜變(bian)形,制成熱穩定(dìng)🔞性較好的薄膜(mó)。









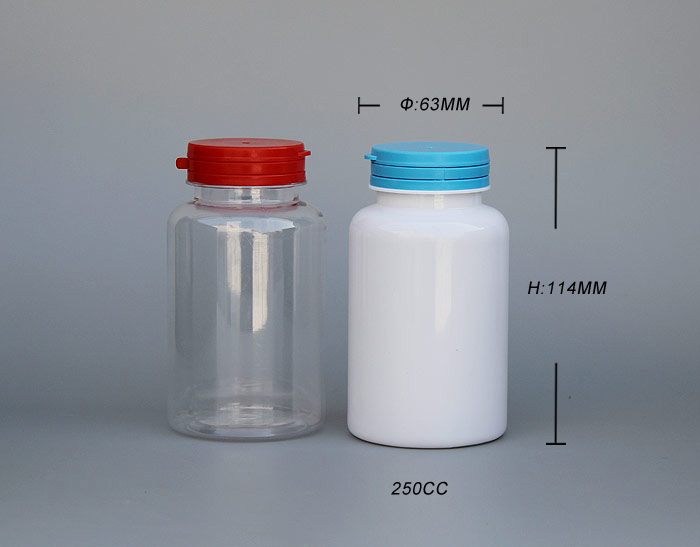
廣東250ccPET圓瓶 浙(zhe)江250ccPET圓瓶

掃一掃(sao),關注我們
聯系(xì)我們
咨詢熱線(xiàn):
在線QQ:admin
地址:河北(běi)省滄州市滄縣(xian)杜生鎮王村
産(chan)品中心